"民以食为天,食以净为先",这是新时代国民对于食品安全要求的新目标。目前国内的很多消费者对我们的食品安全、卫生方面信心很不足;认为管理不规范,生产环境不卫生,这些也是制约很多食品企业发展的瓶颈。目前国内的大型食品加工企业都在改造生产环境,生产过程全部是在无菌车间生产,无菌生产环境就是为了保障食品的安全生产。******对于食品、包装行业采取强制的QS认证,就是为了保障食品生产安全过程中的监控、监管作用。

半导体工业和医药工业已经越来越多地使用隔离器以提供ISO 4级(10级)或者更好的局部环境。现在隔离器供应商,例如LaCalhene,在报告中提到,食品饮料工业也采用这项技术,有下列理由:
卫生学——隔离器提供无菌环境,保护产品使其免受来自环境和操作者的污染,免受病原微生物和变异微生物的侵害。
销售——使用隔离器意味着不用借助于传统的防腐工艺就可以生产出自然的、无防腐剂的产品,因此,质地和产品的味道都不会受影响。
节省成本——使用隔离器可降低超净装置的安装和运行成本,延长产品储存期。普遍和频繁应用的是产品在无菌条件下配料、切片、填装和传送。隔离器可以用在消毒生产线、试验装置和R&D实验室里。直接受影响的领域是易腐的饮料、奶制品、冷肉和海鲜、半成品菜、面包房和糕饼,以及鲜品的包装。
食品饮料工业净化工程洁净车间成本随清洁要求而不同。几乎没有ISO 3级和4级(1和10级)装置。ISO 5级(100级)洁净室成本是ISO 6级(1,000级)洁净室的两倍。成本随清洁要求的降低(见表2)而大大减少。只有一小部分食品洁净室利用了ISO 5级(100级)空间。真正经常使用ISO 5级标准的是在诸如填装生产线那样的小区域。因此,根据区域而进行的空间划分对影响很大。

根据******关于食品/饮料的生产许可细则,对于食品/饮料的洁净生产车间的环境进行控制达到十万级空气净化标准设计了一套施工改造方案如下:
一、食品/饮料洁净车间说明:
食品/饮料无菌洁净车间需要能与外界隔离,不能穿行或受其他因素干扰。食品/饮料无菌洁净车间的大小依需要而定,一般由更衣间、缓冲间、风淋室和操作间组成。更衣间放在外,主要供更换衣帽、鞋子等;缓冲间位于更衣间与风淋室之间,也可同时和几个操作间相通;操作间放在内间,主要供产品灌装,房间应不受日光直射,大小适当,高度适宜(具体根据生产设备的高度确定)。房间过大,清扫和消毒不便;过小,操作不便;顶部过高会影响紫外线的有效果。墙壁应光滑,以便清洗和消毒。食品/饮料无菌洁净车间应为密闭式并保持车间静压差为正压,设置空气消毒用的紫外线灯、空气过滤净化器和恒温装置。
二、建筑平面布置说明:
建筑平面设置应该属建筑专业的专业范畴,但由于食品/饮料无菌洁净车间要求人、物分流,并要保持各洁净操作间的静压梯度,因此,该工程中建筑平面要求具备以下几点:
1、各净化操作间集中设置独立前室为气闸,气闸室与各操作间同时相通,确保低洁净区的空气不向高洁净区渗透。
2、实验室的人流经过更衣室更衣换鞋→清洗间洗手→缓冲间→风淋室→各操作室。
3、食品/饮料无菌洁净车间物流由外走廊经过机械连锁自消毒传递窗消毒后进入缓冲走廊后再经过传递窗进入各操作室。
三、关于车间的结构
根据《洁净厂房设计规范》车间的墙体和吊顶必须采用不产尘、不积尘表面平滑的材料施工,并且不能在车间中存在弊端。采用净化厂房施工专用彩板,基板顶板采用宝钢0.4的钢板,芯材密度达到14kg/m3,铝材采用华联专用铝型材,为提高净化间的使用寿命,并达到美观大方的效果,所有铝型材进行电泳处理。
四、关于车间的地面
地面采用溶剂型环氧树脂,强度C20以上,表面密实,无起沙、空鼓、裂缝。颜色艳丽,防静电性能恒久不变,可承受中等以下载荷,耐高温。在满足使用的基础上,可以起到装饰的作用,耐磨、耐洗刷、防尘、防滑、性能优良,颜色和光泽均匀一致。
五、通风空气净化设备:
洁净厂房设计,按照规范要求,设计一送回风系统。机房设在厂房顶侧(根据实地情况,可采用单元式净化系统的,不用设机房),各送回风循环风管在技术夹层内与空调机组连接成系统。送回风管道采用优质镀锌钢板,经风阀软连接。镀锌钢板风管现场制作。
六、照明
洁净区应采用吸顶式净化灯具,非洁净区采用普通荧光灯。设计各房间内照明,紫外灯独立控制,并均由电气控制箱控制,再由总配电柜集中控制;室内照明均采用密闭照明灯组;插座盘均采用嵌入式;室内无明线敷设。

1、食品工业对人员、物料的动线有明确的规定,不可交叉流动,物料流动需设置专用的物料传递口或传递门;人员流动需走专用的人员通道。
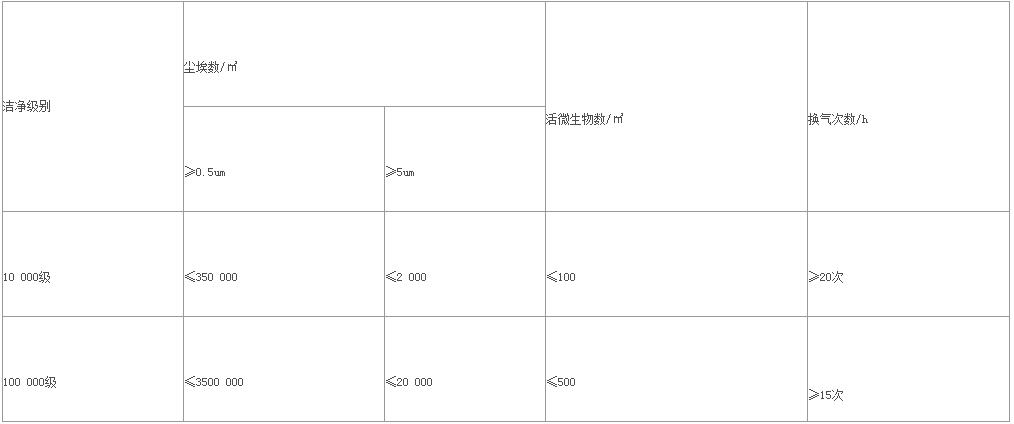
2、按照生产工艺和卫生、质量要求,划分洁净级别,具体级别及要求:
食品厂房洁净级别及换气次数:
3、对液体加工车间,需特别注意冲洗导致的污渍残留于安装铝型材内,夏天产生霉臭,需做特别处理。
4、人员洗手******须非手动式(感应、脚踏或手衬式),生产车间进口必要时需设工作靴消毒池。
简单案例说明:
某食品厂新建洁净生产车间位于厂房一楼,总面积约100m2,层高7m。客户要求洁净级别10万级,温度28℃以下。
设计说明:
因车间产品为食品,因此需要对空气环境消毒,在送风系统中安装臭氧发生器。并提供20匹水冷柜机,机房位于生产车间隔壁,水塔位于一层室外。
系统采用集中过滤系统,出风安装铝合金百叶和铝合金散流器出风口,采用上送风下回风方式,保证送风的均匀,为避免进出洁净室的工作人员带进微粒使洁净度达不到要求,加装风淋室一套,并配置更衣间,保证人员进入前通过风淋净化。
本洁净室利用D=50mm双面彩钢板做墙体及吊顶。
洁净区内表面平整光滑,无裂缝,接口严密,无颗粒脱落,防霉、防静电、避免眩光并能耐受清洗和消毒,墙壁与地面的交界处采用弧形收尾,以减少灰尘积聚,便于清洁,洁净室区的门、窗造型要简单、平整、不易积尘、易于清洗,门框不应设门槛;洁净室门、窗、隔断等装修材料不得使用木制品,洁 净室的窗户、天棚、及进入室内的管道风口、灯具与墙壁或天花板的联接处均应密封;
净化车间天花板,墙板材采用50MM厚夹芯彩钢制作,刚性强,美观,圆弧墙角、门、窗框等,采用专用氧化铝型材制作,送风管用热镀锌钢板制成,贴净化保温效果好的阻燃型PEF发泡塑料板,过滤器送风口用喷涂防静电铁板框架,美观整洁,冲孔网板用烤漆铝板,不生锈,不粘尘,易清洁.
果汁
无菌产品已经占领了单包装(250毫升 )果汁和饮料市场。这个市场正扩展到其它的产品生产线,包括牛奶饮料、酒、水以及西红柿产品和一公升大包装。
奶制品
瑞士的酸牛奶、无菌牛奶或奶酪的加工,以及瑞典的腊肠包装中经常用到无菌处理。
一些大型设施要求100,000级(ISO8和9级)以上。在美国,Jerome乳酪公司在爱达荷州杰罗姆建造了一个3,600万美元,面积140,000 平方英尺的乳酪和乳清产品厂。该厂有4个主要加热和通风系统可输送高达每分钟130,000立方英尺的过滤效率为95%的空气,每小时换气15到20次。车间采用正压,空气从加工区向外流。
啤酒、果汁和汽水无菌填装工艺增加了ISO 5级(100级)和ISO 6级(1,000级)洁净室。
传统系统中隧道式巴氏消毒法对产品进行各种高温处理,得到的产品在物理特性上发生变化。相比之下,对受控巴氏消毒法的无菌充装采用较低热处理,可在几方面改进产品的质量。
在啤酒方面,可改进感官特性,例如香气味风格和新鲜度。还可提高多数产品的稳定性,延长储存期。而用于果汁,则避免了象管道巴式消毒法那样受到长时间高温处理,因而没有造成营养损失。结果,香味、口味及颜色等感官性能都得到改善。
肉类加工
美国联邦农业部一项研究表明,美国的即食肉制品差不多有5%都感染了单核细胞增多性李氏菌(Listeria monocytogenes),一种可以使人致命的食物传染病菌,可导致脑膜炎或脑膜脑炎(meningo-encephalitis)——一种影响大脑和脊髓组织的疾病。对于孕妇来说,李氏菌属可引起胚胎夭折。 即食肉制品市场的扩大是增加对洁净室技术需求的一个因素。瑞典是这一领域的先行者。
面包房
面包房现在正逐渐接受洁净室技术。日本有许多这种例子。受神户市的Nada Ward合作机构委托,Chiyoda建筑公司设计了一座通用食品厂。这一工厂有3000m2的建筑面积,是神户市Rokko岛上一个8层高的建筑,它使用了清洁技术。这个工厂生产几种面包、糖果、大豆豆腐、面条和几种传统的日本食品。
糖果工业采用了生物洁净室技术。新的、越来越复杂的、包装新颖的糖果产品增加了对受控环境的需求(温度、湿度、细菌的水平,等等),以及生产过程的自动化,以便保证良好品质和耐久性。